Что такое чеканка? Это один из видов декоративно – прикладного искусства — рельефные, эксклюзивные картины, выполненные на металле в определенной технике.
Чеканка в художественном исполнении будет очень хорошим украшением вашего интерьера притом, если она будет сделана своими руками. При большом желании, терпении и усидчивости сама работа доставит вам большое удовольствие, а изделие будет красоваться на стене долгие годы.
Чеканка своими руками, если вы решили сделать картину в подарок, то она тоже будет иметь немалую ценность, как ручная работа. Но для начала все же следует начать с простой, несложной картины, чтобы освоить технику выполнения и набить руку.
Какой использовать металл
Немного о металле, на котором будет выполняться картина. Дело в том, что одна и та же картина на разном металле будет получаться по-разному, происходит это оттого, что разное железо тянется по-разному.
Для картины лучше всего подойдет латунный, алюминиевый или медный лист, но следует отметить, что медь вытягивается лучше, отчего картины получаются более объемные, что лучше всего подходит для художественной чеканки.

Оцинкованное железо вытягивается хуже, соответственно рисунок получится менее объемный, поэтому таким способом лучше оформлять фасады – карнизы, водосточные трубы и фрагменты кровли.
Выполнение художественной чеканки
Чеканка своими руками — выполнить художественную чеканку в домашних условиях не сложно, но для этого потребуется материалы, инструменты, а также желание, терпение и усидчивость.
Для работы вам понадобятся:
- Лист алюминия толщиной 1 мм.
- Резиновый лист и фанера — размером 500 х 500 толщиной 1 см.
- Два чекана – контурный и объемный, которые можно сделать самостоятельно.
- Молоток.
- Пластилин.
- Копировальная бумага.
- Эскиз.
Процесс работы

Чеканка своими руками, перед тем как приступите к работе, следует подготовить металл, чтобы он стал мягким и податливым, накалите лист до красноты, но не переусердствуйте, иначе он может просто расплавиться. После нагрева металл опускается и становиться более эластичным, что способствует лучшему вытягиванию рельефа.
Когда металл готов, положите его на резину, перенесите четкий рисунок с помощью копировальной бумаги, если нежно усильте контур с помощью карандаша или фломастера. Затем прокатайте пластилином, это нужно для создания жирной поверхности, что способствует лучшему скольжению инструмента.
Теперь определите, какие контуры вы будете тянуть с лицевой стороны, а какие с изнаночной. Начните чеканить с лицевой стороны картины, а затем переверните лист и, ориентируясь по проведенным линиям, начинайте вытягивать изнаночный контур, если ориентировки недостаточно, то нанесите дополнительные линии изнаночных фрагментов.

Чеканка своими руками, когда проведете все контурные линии с обеих сторон, можно приступать к вытягиванию основного объема. Тут вы уже ориентируйтесь, визуально определяя, где и сколько надо вытянуть и дополнить объем и насколько это позволит пластичность металла.
Когда работа закончена, и общий вид рисунка вас устраивает, уложите картину лицевой стороной на лист фанеры и придавите ого по всей плоскости. Посмотрите на результат, при необходимости доделайте, что считаете нужным и повторите процедуру. Если вас все устраивает, то можно приступать к тонировке.
Тонировка картины
Есть несколько способов тонировки алюминия.
- Возьмите кусок бересты, подожгите его и закоптите поверхность картины. Затем натрите керосином и покройте лаком.
- Нанесите тонкий слой олифы с лицевой стороны картины и начинайте прогревать лист с изнаночной стороны, держа его над огнем. Здесь следите, насколько следует затемнять тон, держите недолго – светлое затемнение, если нужно темнее, то соответственно держите над огнем дольше. После того как нужные тона достигнуты, покройте поверхность лаком.
Картина готова.
Видео Чеканка своими руками
Чеканка по металлу - это технологический процесс, применяемый для изготовления рельефных изображений, надписей, различной сувенирной продукции. Является одним из видов изобразительного декоративно-прикладного искусства. Каждое изделие ручной работы эксклюзивно.
Ремесло или искусство
Художественная обработка металла методом чеканки известна с древних времен. Мастера Средневековья в совершенстве владели искусством "выколачивания" изображений на тонком листе мягкого металла, а свое умение создавать рисунки с помощью молотка и специального ударника, который называется "чекан", передавали из поколения в поколение.
В настоящее время рельефные художественные изображения, как и раньше, изготавливаются вручную, поэтому каждая работа уникальна и неповторима. Материал используется разный, но он должен обязательно быть пластичным и поддаваться растяжке. Лучше всего для чеканки подходят листовые металлы: латунь, алюминий и медь.
Технические условия
Чеканка по металлу делается на так называемой подложке, которая укладывается под заготовку. Подложка должна быть податливой и не амортизировать под ударами молотка. Мастера обычно используют поперечный твердых пород - это может быть березовая чурка, дубовый комель или липовый кряж. Для чеканки на особо тонких металлических листах употребляется войлок, толстая резиновая пластина или мешок из плотного брезента, набитый речным песком. Последний метод применяется, если площадь исходного материала больше квадратного полуметра. Для более мелких изделий профессиональные чеканщики предпочитают свинцовую плиту, которая позволяет добиться наиболее тонких штрихов и линий на изображении.

Виды
Чеканка (фото представлены в статье) бывает в двух вариантах: объемная, с достаточно высоким рельефом, и плоская, у которой рельефные показатели незначительные. У каждого вида есть свои преимущества. Рельефное изображение более эффектно с точки зрения сюжетной эстетики, поскольку происходит сближение с форматом 3D, а это считается положительным фактором. Но зато плоская чеканка по металлу может быть выполнена в ажурном варианте, что является бесспорным признаком художественного стиля.
Просечка
Кружевной орнамент в металле требует высокого мастерства и делается методом сквозной пробивки. Просекается заготовка в два этапа. Сначала остро заточенными чеканами намечаются контуры и линии, по которым пойдет пробивка рисунка, затем следует непосредственно просечка материала насквозь.
После того как будут сделаны зачистка изделия и снятие заусенцев, проводится обжиг с целью выравнивания материала. Эта технологическая операция требует особой осторожности, поскольку тонкие ажурные перегородки могут расплавиться.
Подвидом плоскостной чеканки является контурный метод, который напоминает гравировку с невысоким рельефом. Контурная чеканка может быть выпуклой или вогнутой, в зависимости от сюжета рисунка. Как правило такие предметы используются для украшения интерьеров, но они также интересны как самостоятельные декоративные.

Рельефная чеканка
Объемные изделия являются более сложными с точки зрения технологии и, кроме того, несут в себе постоянную угрозу деформации. Тем не менее рельефная чеканка по металлу считается самой эстетичной и художественной. При раскопках в южных европейских регионах археологи не раз находили тончайшие изделия из золота и серебра, выполненные методом рельефной чеканки. И хотя древние мастера владели технологиями отливки, они предпочитали более изящные способы создания украшений.
Чеканка по металлу своими руками
Для начала можно попробовать выполнить чеканку на кухонной посуде. Это может быть жестяная банка из-под кофе или чая. Как сделать чеканку в домашних условиях? Начать лучше с вогнутой разновидности, то есть рисунок будет направлен внутрь. Для этого необходимо прочно закрепить материал, в данном случае кофейную металлическую банку, и карандашом наметить рисунок. Тема может быть любой.

Затем нужно изготовить инструмент для чеканки. В домашних условиях для работы подойдет обычный строительный гвоздь длиной 100-150 миллиметров, у которого следует сточить острый конец. Когда кончик гвоздя примет округлую форму, его уже можно будет назвать канфарником - это основной инструмент чеканщика. Остается найти молоток весом двести граммов, и можно приступать к работе. Легкими ударами нужно нанести контуры рисунка, а затем выбивать точки. Чеканка по металлу своими руками в домашних условиях - это творческий процесс, который может стать началом долговременного увлечения. В этом случае нужно быть готовым к тому, что потребуется и специальный материал.
Рисунки для чеканки
Начальным этапом в процессе создания изделия является нанесение рисунка на заготовку. Художественная обработка металла связана с наличием таких исходных материалов, как металлические пластины из жести или листовой меди, латуни и алюминия. На каждую из них необходимо нанести рисунок, по которому будет сделана чеканка. Тематика изображений выбирается заранее, и далее по ним готовятся специальные наброски. Затем рисунки методом прямого копирования переносятся на поверхность металлической заготовки. После этого поверхность покрывается тонким слоем лака, предохраняющим контуры от истирания.

Формы
Технологии чеканки по металлу используются при изготовлении монет. Этот автоматический процесс находится под контролем государства и призван обеспечить потребности страны в денежных единицах. Сложнейшие механизмы безостановочно штампуют металлические монеты разного достоинства. Для каждого номинала существует своя форма для чеканки, которая представляет собой взаимозаменяемую, универсальную конструкцию. Техники по мере необходимости за считанные минуты меняют эти формы, и процесс изготовления монет продолжается.
Инструменты
Для работы мастеру-чеканщику необходим набор специальных инструментов и приспособлений. Профессионалы с многолетним опытом обладают целой инструментальной базой, насчитывающей десятки и сотни различных устройств. Начинающие чеканщики обходятся несколькими инструментами.

Для изготовления несложного изделия требуется набор четырех- или восьмигранных кованых чеканов:
- канфарник - чекан в форме толстой иглы с закругленным концом;
- расходник - прямой, плоской или радиусной формы в виде отвертки инструмент;
- сечка - острозаточенный чекан в виде зубила, предназначенный для глухой или сквозной просечки материала;
- лощатники - разнообразные инструменты плоской формы для лощения - выравнивания основы.
Для полноценной работы также требуются приспособления слесарного назначения, различные фиксаторы, прижимы, тиски и грузы. Не обойтись и без деревянных
Материалы
- Красная медь - наиболее предпочтительный металл для чеканки, обладающий пластичностью. Легко принимает заданную форму, способна выдержать высокий рельеф изделия. После полировки долго не темнеет.
- Латунь - Менее пластична в сравнении с медью, но обладает хорошими данными для механической обработки, сопутствующей чеканке: штамповки, резки, прокатки и других операций. Хорошо полируется, долго сохраняет блеск. При окислении приобретает красивый зеленоватый цвет.

- Алюминий - металл достаточно жесткий, но легко чеканится. В виде фольги допускает вытяжку. Не нуждается в обжиге, так как не деформируется в процессе обработки. Легко полируется, долго сохраняет благородный матовый оттенок.
- - используется для особо крупных изделий, чеканится только на специальных станках. Ручная обработка невозможна, поскольку сталь обладает высокой прочностью и вязкостью.
- Никель - в чистом виде для чеканки непригоден, однако в сплаве с медью является удобным и надежным материалом для изготовления изделий с высоким уровнем эстетичности. Наиболее востребованные сплавы - мельхиор и нейзильбер. Они отлично полируются и не требуют чистки.
- - материал используется только для изготовления простейшей продукции. Консистенция металла непрочная, склонная к растрескиванию.
Художественные изделия, изготовленные методом чеканки, востребованы во многих областях общественной жизни. Они украшают холлы и офисы. Особо ценные экземпляры находятся в музеях и арт-галереях.
Виды чеканки и материалы для чеканки
С незапамятных времен, как только люди научились выплавлять металл, используется чеканка по металлу. Этот способ декорирования металла заключается в нанесении орнамента на поверхность металла методом выбивания. Изделие приобретает рельефность, создавая неповторимый орнамент.
Чеканкой с древних времен украшали самые разнообразные предметы домашнего обихода, посуду, оружие, воинское обмундирование, щиты, шлемы и многое другое. Также чеканились монеты, роскошные ювелирные украшения.
Изделия, украшенные чеканкой бывают орнаментальными или же с более сложным двух- и трехмерным объемным изображением, представляя из себя высокохудожественные экземпляры. Для интерьерного декорирования применялась художественная в различных стилях. Однако более всего этот прием декорирования используется на востоке, создавая этнический дизайн. По сей день мастера увлекаются этим видом декоративно-прикладного искусства в домашних условиях и в специализированных мастерских. Сейчас купить металлическую чеканку стремятся люди, обладающие превосходным вкусом, а стремящиеся к экслюзиву предпочитают изделия, выполненные на заказ. Поэтому промысел процветает и работа мастеров пользуется широким спросом.
Сейчас известно много направлений в художественной чеканке. Однако самым сложным видом можно назвать именно чеканку по металлу. Именно здесь можно создать более глубокий рельеф, оригинальный рисунок, а работа невероятно сложна и кропотлива, требует не только творческого подхода, но и высочайшего уровня профессионализма. Орнаментальный или многомерный рельеф создается в процессе работы с металлом, что намного сложней, чем по литью.
Виды чеканки
Чеканку по металлу подразделяют на 2 вида: объемный и плоский. При этом каждый из них подразделяется на различные подвиды, в зависимости от технологии и фактурности. Особый интерес представляет ажурная чеканка, напоминающая тонкое нежное кружево из орнаментов. Технологический процесс представляет собой просечку фона и последующую высечку орнамента по заготовке. В работе используется специальные инструменты - чеканы (сечки). Затем изделие подвергается обжигу по специальной технологии, при определенном температурном режиме.
Плоскостная чеканка , являющаяся одним из подвидов плоской чеканки, производится на металлическом листе. При этом рельеф не выдавливается. Этот вид чеканки называют контурным. Он чем-то схож с гравировкой, но отличается более контурным рельефом, вогнутым или же наоборот выпуклым. Такой прием декорирования металлических изделий применяется для разных элементов, используемых в интерьерном декоре или же как самостоятельное художественное изделие.
Более сложной является объемная чеканка по металлу . Этот способ требует аккуратного и бережного подхода, высокого уровня профессионализма.
Для работы подойдет далеко не каждый металл. Материал, пригодный для работы должен обладать многими качествами, чтобы мастер смог создать поистине роскошное изделие, воплощая в жизнь свои творческие фантазии. Также необходимы специальные инструменты.
Инструменты для чеканки
Незаменимым помощником при работе чеканщика с металлическими поверхностями является чекана или сечка. Это кованные многогранные или круглые стержни, с заостренными краями, длина которых обычно составляет 15 сантиметров.
Разновидности чеканов
Канфарник - это чекан, с острым в виде тупоконечной иголки краем.
Обводные чеканы , часто называемые расходниками - бывают прямые, или закругленные.
Сечки - чеканы с острым краями, похожие на зубило, могут быть с плоскими или полукруглыми.
Лощатники - плоского вида чеканы, используемые для лощения, с гладким или шершавым боем.
Существует много различных чеканов, перечислить их все будет достаточно сложно. Поэтому мы рассказали о самых востребованных.
Какие инструменты для чеканки также понадобятся?
Также требуется запастись молотками, подложками, разным слесарным инструментом, приспособлениями для насмолки, и многим другим подручным инструментом. Чтобы узнать более подробно обо всех тонкостях этого декоративно-прикладного искусства можно прочесть специализированную литературу. Благо, что в сети Интернет сейчас можно найти много интересных книг о чеканке по металлу. Так что, если Вы решите заняться этим увлекательным и интересным промыслом, то сможете вполне отыскать все необходимое.
Материалы
Медь - является лучшим материалом для проведения работ.
Более всего используется красная медь. Она является более подходящей для чеканных работ, поскольку обладает для этого всеми необходимыми свойствами: может легко принимать желаемую форму и обеспечивает рельефность узору.
Мягкость и эластичность при прокате позволяет создавать очень тонкие медные листы.
Латунь - еще один превосходный материал для работы. Представляя собой сплав меди и цинка этот металл обладает их лучшим свойствами. Стоит отметить великолепный внешний вид с золотистым благородным отливом. Легкость при полировке, роскошный вид готовых изделий и длительный эксплуатационный срок делают изделия из латуни с чеканкой особо популярными.
Алюминий хоть и уступает по своим свойствам и внешнему вид двум предыдущим материалам, однако так же является весьма популярным. Он пластичен и не нуждается в дополнительной термообработке. Более всего используется алюминиевая фольга, способная к глубокой вытяжке. Если Вы новичок в этом ремесле, то следует начать работу именно с этим материалом, она легко поддается обработке, а допущенные в работе огрехи можно исправить. Однако следует помнить, что алюминий имеет низкую т-ру плавления при отжиге.
Листовое железо - превосходный материал для работы в домашних мастерских. Этот материал используется для создания орнаментов и узоров без глубокой вытяжки. Простые изделия могут обладать высоким художественным уровнем, в зависимости от уровня мастерства и таланта мастера.
Нержавеющая сталь - редко используемый для чеканныхработ материал, поскольку он обладает высокой прочностью и вязкостью.
Сплавы никеля - имеют высокое % содержание меди и очень часто используются для чеканки. Особенно популярными являются мельхиор и нейзильбер. Эти сплавы обладают хорошей пластичностью, благодаря чему с легкостью принимают нужную форму. Также эти материалы хорошо полируются, что позволяет быстро придать изделиям более эстетичный и привлекательный вид.
Технология изготовления
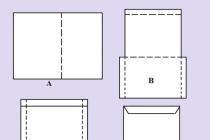
Изначально создается четкий эскиз в бумажном варианте. Рисунок должен быть выполнен в натуральную величину, без погрешностей. Затем делается металлическая заготовка. Важно оставить припуски в 3-4 см на каждой стороне. Следующим этапом будет рихтование. При этом подгибаются края, чтобы облегчить технологический процесс насмолки. После этого на заготовку накладывается бумажный эскиз и производится точечный рисунок. Для этого используется канфарник.
Следует точно рассчитывать силу ударов при нанесении точечного узора на заготовку, чтобы не испортить изделие. Затем при помощи расходников создается необходимая конфигурация линий. После нанесения орнамента производится опускание фона и его выравнивание по краям рисунка. Этот технологический процесс называется лощением и производится лощатниками. Он позволяет сделать рисунок более выразительным и четким. Чеканка становится прочней.
Затем используется отжиг. Изделие прогревается на газовой горелке и снимается со смолы. Также может быть использована бензиновая горелка. Далее производят "красное каление", разогревая металл докрасна и затем чеканка охлаждается. Затем проводится выколотка, то есть подъем. Чеканится рельеф с изнанки с применением мягкой подложки. В качестве подложек могут использоваться мешочки с песком, резиновые или войлочные коврики. Сразу же производится выравнивание фона. После этого заготовку еще раз обжигают и дорабатывают на смоле.
Технологический процесс отжига чеканки и ее охлаждения зависит от вида металла и может быть различным.
Для таких металлов, как медь, никель, и сплавов из них используется резкое охлаждение, что повышает пластичность. Алюминий же, а также различные его сплавы отжигаются при т-ре, не выше 350 градусов Цельсия, и охлаждают постепенно, не доставая из печи.
На завершающем этапе готовое изделие очищается от смолы, протравливается и обрабатывается удобным способом.
Художественная обработка металла пришла к нам из древности, когда человек научился плавить и обрабатывать металл. В отличие от штамповки из форм (матриц) или литья, чеканка на металле глубже передает мастерство человеческих рук и сохраняет своеобразную оригинальность почерка мастера. В чеканке на металле следует избегать мелочности и натурализма изображений.
Для работы лучше брать медные, латунные или алюминиевые листы толщиной 0,2-0,6 мм. Алюминиевые листы можно брать толщиной от 0,4 до 0,8 мм. Перед тем, как приступать к работе, следует отрезать пластину по размеру задуманной композиции, но с запасом 3-5 мм на бортики. Края листа тщательно обрабатывают по краям напильниками надфилями так, чтобы не было заусенцев.
Медную заготовку надо сначала раскалить, разогрев докрасна, а затем быстро погрузить в воду. Латунную пластинку после нагревания охлаждают, не погружая в воду. Алюминиевые листы не надо нагревать совсем.
Для работы нужны молоточки различных профилей, пуансоны, чеканы, гладилка. Все перечисленные инструменты следует обработать как можно усерднее, добиться правильной формы рабочей поверхности, отшлифовать и отполировать. Перед шлифовкой и полировкой инструменты следует раскалить, затем закалить и снова шлифовать и полировать чеканку, пока не исчезнут все вмятины и царапины.

Для чеканки нужно иметь два слесарных молотка с квадратным и круглым концами, киянку для кровельных работ, пробойники разных размеров, 3-4 зуботехнических молоточка, один из которых следует оставить таким, как он есть, а остальные переделать, как показано на рисунке. Из пробойников можно сделать разные чеканы и пуансоны. Чеканы и пуансоны изготавливают из стальных прутьев диаметром 10-16 мм, длиной 100-120 мм. Раскаленные прутки обрабатывают различными напильниками, обтачивают на точиле и шлифуют наждачной бумагой, и, наконец, полируют полировочной пастой для стали. После обработки пуансоны и чеканы надо снова закалить. Для этого их разогревают до вишнево-красного цвета и погружают в воду или масло. Хорошо закаленные чеканы или пуансоны напильник не берет. Новичку-чеканщику надо иметь набор чеканов и пуансонов различных размеров и формы.
С металлом надо обращаться осторожно, чтобы не было разрывов. Когда изображение проработано с одной, внутренней стороны, лист металла переворачивают лицевой стороной и начинают работать над фоном, опуская металл вокруг фигуры, делая его рельефным. Так повторяют несколько раз, пока не получат законченной композиции.
Когда есть общий объем фигуры, фона и различных деталей, можно переходить к фактурной обработке изделия — передачи характера поверхности фигуры, фона, деталей. Она бывает гладкой, шероховатой, покрытой точками или вмятинами. Фактуру обрабатывают на свинцовой или деревянной подстилке. Большие вмятины делают на мягкой подстилке, мелкие — на твердой. Чеканка фона должна отличаться от характера чеканки фигуры. Когда работа над фигурой, фоном и деталями завершена, металлическую пластину надо отбортовать. Сгиб и отбортовка будут ровными в том случае, если линию загиба наметить гладилкой или карандашом под металлическую линейку. Загнув бортики под прямым углом к металлической плите или деревянному брусу, можно перейти к завершающей стадии обработки изделия: чернению, полировке и осветлению.
Чернение и осветление металла при чеканке
Чернение заключается в том, что медь или латунь быстро покрывают каким-либо окислителем. Латунь чернят азотной кислотой, подогревая пластинку на огне. Надо следить, чтобы кислота не попала на руки, из-за чего ее наносят на чеканную пластину ваткой, или кусочком ткани, привязанным к палочке. И обязательно это делать в вытяжном шкафу или на воздухе. Подогревают металл на газовой горелке или паяльной лампе, поднося к огню сторону, не покрытую кислотой. Изделие держат над огнем плоскогубцами. Сначала работа позеленеет, а при дальнейшем нагревании — почернеет. Можно несколько раз покрывать кислотой и подогревать.
Для чернения меди пользуются поташом и серой: две части поташа и одну часть серы пережигают над огнем и разводят в кипятке; в эту смесь обмакивают кисть или ватку и покрывают металл. Медь чернят без нагревания.
После чернения нужные места осветляют, натирая их войлоком или полировочной пастой. Законченную работу размещают на деревянной доске.
Чтобы перенести рисунок на металл, нужна гладилка, ее изготавливают из стальной полоски 1,5х15 мм или 2×20 мм. Рабочий конец гладилки обрабатывают, прикрепляют ручку и гладилка готова. Надо только во время обработки рабочей части следить, чтобы кончик был несколько закругленным, так, чтобы при продавливании линий изображения не прорезать металлическую пластинку.
Для чеканки требуется также стальная, свинцовая или деревянная плита, войлок, смола, смешанная с цементом или мелом. Эти материалы подкладывают под металлическую пластинку, когда наносят рисунок. Как подложкой можно пользоваться твердой замазкой или глиной. Для работы необходимы ножницы для металла, плоскогубцы, угольник, напильники и металлическая линейка. Чеканку начинают с переноса рисунка на металлическую пластинку, для этого композицию прикрепляют скрепками к пластинке так, чтобы она не скользила, и гладилкой продавливают контур изображения на металл. После того как перенесли контур, надо гладилкой, молоточками, чеканом и пуансонами извлечь металл так, чтобы на пластинке образовался рельефный рисунок.
Пластинку с нанесенным контуром рисунка кладут на смолу, глину, войлок или другую подстилку лицевой стороной вниз и с обратной стороны бьют молоточками, чеканами и пуансонами по внутреннему контуру, в результате чего образуется рельеф.
Обычно этот вид художественных работ разделяют на чеканку по литью и
чеканку по листовому металлу.
Рабочее место
Рабочий стол лучше поставить около окна, чтобы солнечные лучи падали с
левой стороны. Для искусственного освещения используется лампа дневного
света или с матовым покрытием, мощностью 75–100 Вт. Чтобы она не мешала
и не занимала много места на столе, ее располагают в стороне, на
расстоянии 50–70 см от крышки. Мешающие работе глубокие тени на изделии
не появятся, если включить еще и основной свет.
Стол выбирают чаще всего деревянный, с толстой крышкой. Его размеры
зависят от изделий, с которыми чаще всего работает мастер. Чтобы
приглушить звук от ударов, под ножки стола помещают прокладки из плотной
резины. Но при этом не должна ухудшаться его устойчивость. Стул со
спинкой или табурет подбирают по росту мастера и размерам стола.
Рабочее место станет удобным, если оборудовать его стеллажами и ящиками,
расположить которые следует так, чтобы до них можно было дотянуться, не
вставая. Порядок в инструментах поможет сэкономить время на их поиски.
После того как работа инструментом завершена, его сразу же следует
положить на место. Эту привычку надо довести до автоматизма и не
задумываться в процессе работы о том, где что лежит.
После окончания работы со стола необходимо смести все стружки и пыль, а
помещение проветрить.
Дополнительное оборудование
В оборудование верстака дополнительно надо включить небольшие
параллельные тиски с наковаленкой. Крепление лучше выбрать струбцинное,
что при необходимости позволит быстро снять тиски со стола и освободить
больше места (рис. 102).
Рис. 102. Тисочки-струбцины: 1 – губки; 2 – винт с рукояткой; 3 – ручка.
Хорошо иметь под рукой шлифовальный станок со сменными дисками, который можно использовать и для заточки инструментов, и для опиливания краев заготовок. Для листовой чеканки необходимо приготовить подложку под изделие. Для нее чаще всего используется смола. Для варки и разлива наполнителя, а также для насмолки используются специальные инструменты: емкости, плитка с закрытой спиралью для варки смолы, скребки и деревянные ящики разных размеров, в которые укладывается подложка.
Для последующего отжига пластины от подложки понадобится нагревательный прибор (удобнее всего использовать паяльную лампу), кузнечные клещи и рукавицы для удержания изделия. Для химической обработки потребуется набор специальных емкостей и ванночек, а также ящики для хранения реактивов и защитные резиновые перчатки. Просушка обработанных пластин проводится в деревянных ящиках, наполненных хорошо впитывающими влагу материалами.
Над столом, на котором приготавливаются химические растворы, а также над нагревательным прибором обязательно нужно установить вытяжку.
После окончания обработки плоскую чеканку приходится часто выравнивать. Для этого используются проверочные плиты с ровной и гладкой поверхностью из металла, камня или дерева. Подойдет также любой массивный предмет, позволяющий выполнить эту операцию.
Так как в процессе изготовления чеканки изделие проходит несколько стадий, то на рабочем месте не должны скапливаться лишние инструменты. В условиях обычной квартиры, как правило, нет возможности разместить еще несколько столов для операций по обработке готового изделия, поэтому рабочую поверхность стола лучше устроить так, чтобы лишние предметы – такие, как тиски, ящики для подложки и т. д. – легко можно было убрать. По этой же причине не рекомендуется заниматься сразу несколькими изделиями одновременно.
Инструменты
Для выполнения качественных чеканных работ используются чеканы различной формы и из разного материала, специальные молотки и другие инструменты, относящиеся к кузнечному и слесарному делу.
Чеканы
Это основной рабочий инструмент, с помощью которого ведется вся обработка. Мастера пользуются чеканами особой формы, позволяющими погасить боковую вибрацию и обеспечивающими точное распределение ударной энергии. В средней части они заметно толще, чем на концах. Их длина 120–180 мм (рис. 103).

Рис. 103. Чекан: а – остов; б – боевой конец; в – сечение остова.
Для некоторых специальных работ чеканы могут быть длиннее, изогнутой формы.
Остов чекана (рис. 103, а) делается обычно восьмигранным. При такой форме положение рабочей части можно контролировать рукой во время чеканки, не глядя на сам инструмент. Остов делается под параметры человеческой руки.
Боевой конец (рис. 103, б) может иметь различную форму и размеры, которые определяются назначением инструмента и величиной обрабатываемой детали. Мастер может сделать себе чекан нужной формы из восьмигранного или круглого прутка, самостоятельно отковав или выточив на станке рабочий конец. После этого его необходимо закалить и отпустить до синего цвета побежалости.
В зависимости от формы боевой части и вида выполняемой работы различается несколько разновидностей чеканов. Среди них выделяется основная группа, к которой относятся канфарники, расходники, бобошники и лощатники (рис. 104).

Рис. 104. Основные виды чеканов: а – расходники; б – бобошники; в – лощатники; г – пурошники; д – канфарник; е – сапожок; ж – фигурные чеканы; з – утюжок; и – трубочка.
С их помощью выполняется основная часть работ по нанесению рисунка и созданию рельефа.
Канфарник
По форме рабочей части он напоминает тупую швейную иглу (рис. 104, д). Канфарник служит для выбивания точек на металле и создания рельефного шероховатого фона, часто используемого в композициях (рис. 105).

Рис. 105. Фон, созданный с использованием канфарника.
Кроме того, с его помощью узор с бумаги переносится на металл.
Расходники
По-другому их еще называют обводными чеканами (рис. 104, а). По форме боевого конца они напоминают обычную отвертку. Рабочая грань для лучшего скольжения делается слегка притупленной. Используются они для проведения четких сплошных линий по контуру рисунка. Более мягкая линия образуется от более широкого расходника.
Для проведения кривых и закругленных линий применяют полукруглые расходники с различным радиусом кривизны боя. Чем больше он закруглен, тем труднее вести чекан по поверхности. В этом случае приходится соблюдать осторожность и работать одиночными ударами, чтобы не получить отдельных отпечатков.
Полукруглые и прямые расходники изготавливаются парами, чтобы не нарушать целостности линии при переходе от прямой к кривой.
Похожие на расходники чеканы, но с остро заточенными плоскими или полукруглыми лезвиями, называются сечками. Они применяются для просекания листа при ажурных работах и при вырубании сложных контуров (вместо зубила).
Бобошники
Так называют чеканы с выпуклой овальной боевой частью (рис. 104, б). Другое название этой группы – облые чеканы (облыжники) происходит от древнерусского слова «облый», то есть круглый. Главным образом они используются для создания выпуклых частей рельефных композиций. Форма рабочей части не обязательно должна быть овальной, ее делают и прямоугольной, но со скругленными углами, чтобы не повредить материал при выколотке рельефа.
Лощатники
Они служат для выравнивания лицевой поверхности после проработки рельефа, опускания фона и других операций (рис. 104, в). Поверхность боя может быть совсем гладкой или с небольшими шероховатостями для создания матового фона.
Чтобы на поверхности изделия не оставалось следов рабочей части чекана, углы немного округляют. С помощью лощатников можно имитировать фактуру кованого или литого изделия.
Для получения качественного изделия необходимо соблюдать последовательность при использовании чеканов одной группы и при переходе от одной группы к другой. Если требуется произвести глубокую выколотку, то сначала используются самые большие расходники, а затем, для более детальной отделки, применяются менее глубокие и т. д.
В первую очередь производится обработка расходниками, потом облыжниками и в последнюю очередь лощатниками. Эта последовательность представлена на рис. 106.

Рис. 106. Последовательный переход от одного чекана к другому.
Разновидностей специальных чеканов намного больше, чем основных. Ими производится окончательная отделка изделия.
Пурошники
Чеканы с рабочей поверхностью сферической формы называются пурошниками (пурочниками) (рис. 104, г). Они применяются для выколотки ямок или полукруглых форм рельефа. Пурошники различного диаметра используются для получения углублений разной высоты и размера.
Обжимки
Боевые концы обжимок представляют собой вогнутые сферы различного диаметра и глубины. Ими проглаживают выколоченные пурошником сферы. Для этой цели обжимка берется несколько больших размеров. При работе ею делают круговые движения рукой, чтобы не допустить вмятин. Обжимки бывают как прямые (со сферическим вдавлением), так и косые (с вдавлением в виде полусферы). Последние используют для прочеканивания витого шнура.
Сапожок
Когда необходимо прочеканить рисунок выпуклой формы или поднутрить (выдавить за линию рисунка) рельеф, используется так называемый сапожок (рис. 104, е) – чекан изогнутой формы. Он относится к специальным чеканам. Для работы с ним требуется большой опыт.
Утюжок
Другой чекан с веселым названием «утюжок», или «давильник», используется для обводки (продавливания) рисунка при работе с изделиями высокой рельефности (рис. 104, з).
Пуансоны
Фигурные чеканы пуансоны (рис. 104, ж) применяются в том случае, если необходимо чеканить большое количество мелких одинаковых деталей рисунка. На их рабочей поверхности, пока она еще не закалена, гравируется мелкий рисунок или деталь орнамента. Набивку готового рисунка на изделие производят сильными одиночными ударами, равномерно прижимая рабочую часть к поверхности. Чтобы легче ориентировать пуансон во время набивки, рисунок располагают строго на оси боя.
Сечки
При выполнении ажурных работ применяются сечки – чеканы с заостренной рабочей поверхностью. Они делятся на полукруглые, которые по форме (но не по заточке) напоминают нож и используются для просекания кривых линий, и прямые, больше похожие на расходники, с помощью которых просекают прямые линии.
Трубочки
Для выполнения рисунка в виде небольших выпуклых шариков (зернения) используют чеканы-трубочки, боек которых имеет вогнутую полусферическую форму (рис. 104, и). Углубления могут быть различного диаметра и глубины.
Крюк и трещотка
Эти изогнутые чеканы используют при работе с объемными изделиями. Их боевые концы не делают в виде расходников и лощатников, так как они предназначены только для создания общего рельефа. В отличие от трещотки крюк имеет два рабочих конца, один из которых заострен и используется для мелких деталей рисунка, а другой несколько скруглен.
Размеры этих инструментов зависят от обрабатываемого изделия. Однако не рекомендуется делать их из стали сечением больше 16 мм, так как при ударе молотка крюк и трещотка должны хорошо вибрировать.
Несколько слов о размерах вышеперечисленных инструментов. Для ювелирных работ применяются небольшие (диаметром 3–4 мм) чеканы, для работ средних размеров – около 6–8 мм в диаметре и больше. Для крупных композиций иногда используются деревянные чеканы, которые держат в кулаке, как зубило (рис. 107).

Рис. 107. Деревянные чеканы.
Хранить чеканы можно как в сделанных специально для этой цели ящиках, так и в высоком стакане, но в этом случае обязательно рабочей поверхностью вверх. В противном случае будет затруднен поиск нужного инструмента.
Молотки
По форме чеканные молотки значительно отличаются от обычных, слесарных. Головка таких молотков имеет два бойка: с одной стороны плоский или слегка выгнутый и значительно более широкий, с другой – округлый (рис. 108).

Рис. 108. Молоток для чеканки.
В момент удара широкой частью вся энергия и внимание концентрируются на рабочей поверхности чекана. Второй боек может служить в качестве пурошника.
Для работы чеканщику необходимо иметь, как минимум, три молотка: на 100, 150–200 и 400 г.
Рукоятка молотка, также особой формы, выполняется из твердых пород дерева. Сечение в районе шейки круглое, при приближении к концу плавно переходит в эллиптическое. Размеры молотка выбираются так, чтобы рукоятка не мешала при работе, но удар получался бы достаточно сильным. Головку насаживают на рукоятку так, чтобы она находилась под углом 90° к рабочей поверхности (рис. 109).

Рис. 109. Положение рукоятки молотка.
Для работы с мягкими металлами используются деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы (рис. 110).

Рис. 110. Деревянные молотки.
С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше.
Прочие инструменты
На различных этапах работы с заготовкой и чеканкой понадобятся и другие слесарные инструменты. Среди них надо особо упомянуть те, которыми изображение переносится с бумаги на металл: кернер, циркуль по металлу, линейка и т. д. Понадобятся и ножницы по металлу, напильники, надфили, рашпили и пр. Для отделения чеканки от отливки при отжиге используются кузнечные клещи. Если их не оказалось под рукой, можно использовать плоскогубцы.
Материал
Для чеканных работ используется листовой металл, толщина которого зависит от материала и высоты рельефа. Наиболее часто применяется металл толщиной до 1 мм.
Основным свойством, определяющим пригодность металла для выполнения на нем чеканки, является его пластичность. Этим свойством обладают медь и ее сплавы, алюминий. Они чаще всего используются для изготовления высокорельефных чеканок.
Красная медь
Этот металл очень высоко ценится среди мастеров и любителей благодаря своей высокой пластичности. После отжига он легко восстанавливает форму. Из меди легко можно изготовить тонкую (не более 0,05 мм) фольгу. При чеканке из более толстой фольги можно получать высокий рельеф.
Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета.
Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий.
Латунь
Этот сплав меди с цинком был известен уже в глубокой древности. Он лучше, чем медь, режется и полируется, хорошо покрывается никелем, серебром, золотом. Латунь уступает меди в пластичности, но обладает большей твердостью.
Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции.
В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C.
Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C.
Алюминий
Он очень хорош для начинающих чеканщиков. Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, исправляя ошибки.
Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ.
Никелевые сплавы
Из этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81 % и 65 % соответственно), поэтому они обладают неплохой пластичностью.
При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской.
Черные металлы
Для чеканки используется предварительно отожженная и протравленная сталь с низким содержанием углерода – декопир, а также протравленная до и после отжига – дважды декопир.
По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C.
Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту.
Кровельная и нержавеющая сталь
Листовую, или кровельную, сталь можно использовать для чеканки простых декоративных изделий. Она позволяет проводить контурные чеканки с опусканием фона и нанесением фактуры. Мастера Древней Руси создавали из этого материала ажурные чеканки с просечением фона.
Нержавеющая (хромоникелевая) сталь часто применяется для создания крупных декоративных изделий. Из-за большой трудности чеканки она практически не применяется при создании небольших произведений.
Для создания красивых чеканок в прошлом часто использовались драгоценные металлы – золото, серебро и др. Сейчас это искусство ценится уже не столь высоко. Большинство чеканок под золото делается на напоминающей его по цвету латуни, серебро заменяется мельхиором и похожими на него никелевыми сплавами. Благородные металлы используются в основном для создания мелких ювелирных украшений.